ΗζΧϊΤά¬έΉ‘¬…Ιήάμ≥–≈Β ι
ΗζΧϊΤά¬έΉ‘¬…Ιήάμ≥–≈Β ι
±ΨΑφΒΦΕΝ
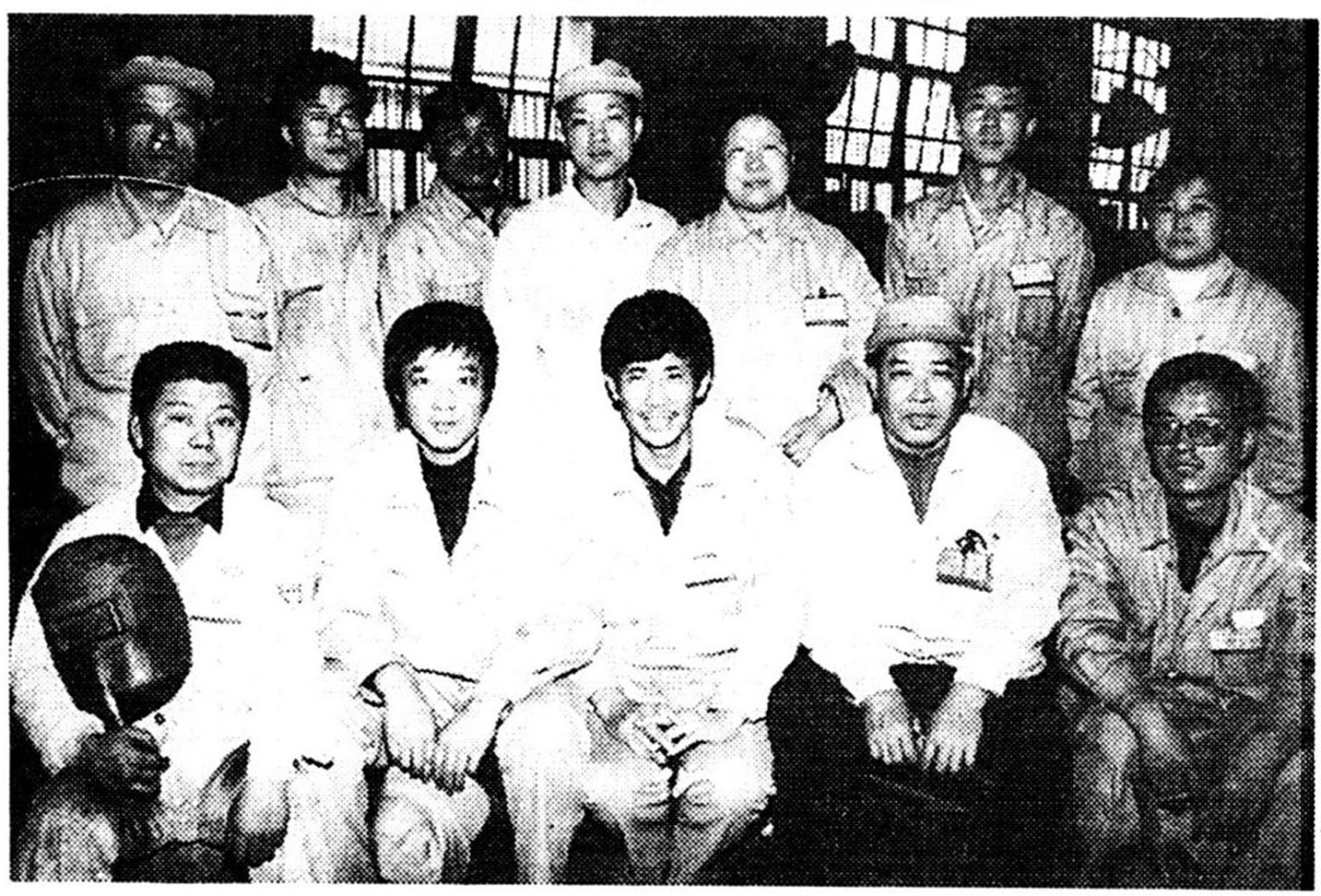
Η÷ΫνΧζΙ«÷ΐΖγΝς
——Φ«ΈςΑ≤ΗΏ―ΙΩΣΙΊ≥ßΕΰΕΰ≥ΒΦδάδΚΗΥΡΉι
‘ΎΈςΑ≤ΗΏ―ΙΩΣΙΊ≥ßΒΡΡœ≤Ω…ζ≤ζ«χΘ§“Μ÷ß“‘Η÷Μ®ΚΆΜΓΒγΥή‘λ≥ω–¬ΈςΩΣΨΪ…ώΒΡΑύΉιΘ§‘Ύ»Ϊ≥ßΫϋ300Ηω“ΜœΏ…ζ≤ζΑύΉι÷–Ά―”±Εχ≥ωΓΘΥϋΨΆ «5‘¬ΖίΗ’Η’≈θΜΊ»ΪΙζΈε“ΜάΆΕ·Ϋ±Ή¥ΒΡΗΟ≥ßΕΰΕΰ≥ΒΦδάδΚΗΥΡΉιΓΘ
1995ΡξΡ©Θ§ΩΣΙΊ≥ßΕΰΕΰ≥ΒΦδ“άΨί≥ßάο…ζ≤ζ–Έ ΤΒΡ±δΜ·Θ§ΫΪ≤Μ¬ζ30ΥξΒΡΆθΕΪΟςΧαΈΣάδΚΗΥΡΉιΉι≥ΛΓΘ’βΗω≥–ΒΘΉ≈ΝυΖζΜ·Νρ»ΪΖβ±’ΉιΚœΒγΤςΜζΙΙ≤ΩΖ÷ΚΗΫ”ΒΡΉ®“ΒΑύΉιΘ§Β± ±Υυ…ζ≤ζΒΡGZS≤ζΤΖΜζΙΙœδΫω”–38ΗωΦδΗτΒΡΡξ≥…ΧΉΝΩΓΘΕχ≥ßάο1996ΡξΒΡΗΡΜΜΦΤΜ° «80ΦδΗτΓΘ»ΈΈώ ΐΝΩΒΡ±δΜ·ΈΣΑύΉιΒΡ…ζ≤ζΧα≥ωΝΥΚήΗΏΒΡ“Σ«σΓΘΒ± ±ΒΡάδΚΗΥΡΉιΟφΝΌΒΡ ΒΦ «ιΩω“Μ «»ΈΈώΝΩΙΐ¥σΘΜΕΰ «ΦΦ θΝΠΝΩœύΕ‘±Γ»θΓΘΟφΕ‘ΚΗΫ”ΙΛ“’“Σ«σ °Ζ÷Η¥‘”ΒΡΜζΙΙœδΘ§»ΪΉι12Οϊ÷ΑΙΛ÷–÷Μ”–ΝΫ»ΥΡή≥–ΒΘ’βάύœδΧεΒΡΟ≠ΉΑΒψΚΗ»ΈΈώΓΘ…ζ≤ζ”ωΒΫΝΥάßΡ―Θ§ΆθΕΪΟςΨωΕ®≤…»ΓΓΑ±ΏΗ…±Ώ―ß±Ώ¥χΓ±ΒΡΖΫΖ®Θ§”…άœ ΠΗΒ’≈”Π»π«ΘΆΖΘ§¥χΝλ¥σΦ“»œ’φΖ÷ΈωΟΩ’≈ΆΦ÷ΫΘ§ΉήΫαΟΩ÷÷ΝψΦΰΒΡΉΑΚΗΨ≠―ιΓΘ’β“ΜΑλΖ®Ιϊ»ΜΉύ–ßΘ§ΚήΩλΨΆ Ι–ΓΉιΒΡΟ≠ΙΛΧαΗΏΝΥΦΦΡήΘ§≤Δ‘Ύ…ζ≤ζ÷–ΡήΙΜ ”ΠΗς÷÷Η¥‘”ΚΗΦΰΒΡΉΑΚΗ–η“ΣΓΘ
ΈΣΫβΨωΗ÷ΧεΩρΦήΚΗΫ”ΒΡ”ΠΝΠ±δ–ΈΡ―ΧβΘ§άδΚΗΥΡΉι”÷‘ΎΫτ’≈ΒΡ…ζ≤ζ÷–’ΙΩΣΝΥΗΎΈΜΝΖ±χΓΘ’κΕ‘ΚΗΫ”±δ–ΈΡ―ΧβΘ§ΥϊΟ«Ζ¥Η¥ΟΰΥς≥ωΝΥ“Ή±δ–ΈœδΧεΒΡ±δ–ΈΝΩΘ§»ΜΚσ≤…»ΓΉΑΦ–Ϋ«Ε»¥σ”Ύ±δ–ΈΝΩΒΡΦΤΥψΖΫΖ®Θ§ΉΑΚΗΚσ‘Ό÷π≤Ϋ–Θ’ΐΘ§÷’”ΎΫβΨωΝΥ±δ–ΈΡ―ΧβΓΘΟφΕ‘œδΧε÷±ΖλΚΗΫ”ΒΡ÷ ΝΩΡ―ΒψΘ§»ΪΉι”÷Ή‘ΨθΉι÷·ΝΥΓΑΒΞΟφΚΗΥΪΟφ≥…–ΈΓ±ΦΦ θΉ®œν―ΒΝΖΘ§ ΙΟΩ»ΥΒΡΚΗΫ”ΦΦΡήΕΦΒΟΒΫΝΥΧαΗΏΓΘΖλΚΗΦΦ θΒΡΧαΗΏΘ§ΈΣ»ΪΉι…ζ≤ζ»ΈΈώΒΡΥ≥άϊΆξ≥…¥¥‘λΝΥΧθΦΰΘ§Ιΐ»Ξ“Μ÷±≈«Μ≤”Ύ20ΓΪ30%ΒΡ÷±ΖλΚΗ÷ ΝΩΘ§±Μ–ΓΉι“Μœ¬Ή”ΧαΗΏΒΫΚΗΦΰ“Μ¥ΈΫΜΦλΚœΗώ¬ ¥οΒΫ75%Θ§≤Δ÷π≤ΫΧα…ΐΒΫ100%ΓΘ
¥”1996ΡξΒΫ1997ΡξΘ§ΨΓΙή≥ßάο»ΈΈώΝΩ≥…±ΕΒΊ‘ω≥ΛΘ§GZS≤ζΤΖΜζΙΙœδΧεΚΗΫ”ΒΡ≥…ΧΉΝΩ”…Ιΐ»ΞΒΡΦΗ °ΦδΗτ“Μ‘ΨΕχ¥οΒΫΡξ≥…ΧΉΫϋ200ΦδΗτΓΘάδΚΗΥΡΉιΒΡ÷ΑΙΛΟ«Ήή «œκΨΓΑλΖ®Θ§ΩΥΖΰ“Μ«–άßΡ―»ΞΆξ≥…»ΈΈώΓΘ»ΞΡξœΡΧλΘ§≥ßάοΡ≥ΙΛ≥ΧΦ±–η“Μ÷÷ΤΝ±Έ’÷12ΦΰΘ§Α¥Β± ±ΑύΉιΒΡ…ζ≤ζΡήΝΠΘ§ΡΟœ¬’β≈ζ»ΈΈώΉνΩλ“≤“ΣΝΫΧλ ±ΦδΘ§Ω…≥…ΧΉ ±Φ以≤ΜΉψ8Ηω–Γ ±ΓΘ‘Ύ’β÷÷«ιΩωœ¬Θ§Ήι≥ΛΆθΕΪΟςΝΌ ±Βς’ϊ»Υ‘±Α≤≈≈Θ§Ήι÷·ΉνΡή≥‘ΩύΒΡ4Οϊ÷ΑΙΛ“ΜΤπΩύΗ…ΝΥΫϋ10Ηω–Γ ±Θ§÷±Η…ΒΫΒ±Χλ…ν“Ι12ΒψΕύΘ§÷’”ΎΗΏ÷ ΝΩΒΊΆξ≥…ΝΥ’β≈ζ»ΈΈώΓΘ
ΒγΚΗΙΛΉς‘ΎΙΛ≥ß «ΗωΩύΜνΓΘ“ΜΡξΥΡΦΨΚΗ―ΧΟ÷¬ΰΘ§Ε§ΧλΈΣΗ…ΜνΖΫ±ψΘ§±Ί–κΉ≈ΉνΒΞ±ΓΒΡΙΛΉΑ”κ±υάδΒΡΗ÷ΦΰΝψΦΰΈΣΑιΘ§œΡΧλ“Σ ÷≥÷ΗΏΈ¬ΒΡΚΗ«ΙΝ§–χΦΗΗω–Γ ±ΒΊΙΛΉςΘ§“ΜΧλœ¬ά¥Θ§¥σΦ“…μ…œΒΡΚΙΘ§Α―ΙΛΉΑΉή «ΫΰΒΡ Σ ΣΒΡΓΘ‘Ύ’β―υΒΡΦηΩύΜΖΨ≥œ¬Θ§άδΚΗΥѹ黥œ»Κσ”Ωœ÷≥ωΝΥΓΑ –ΦΕΥΪΈΡΟς÷ΑΙΛΓ±ΦΦ θ≈°Ρή ÷άνœΡ«ΎΘΜΦΦ θΡή ÷ΓΔΩΣΙΊ––“ΒΦΦ θ±»ΈδΕΰΒ»Ϋ±ΜώΒΟ’ΏΝθΥφΨΌΘΜ“‘ΦΑΓΑΥΪΈΡΟς÷ΑΙΛΓ±ΆθΕΪΟςΓΔΦΦ θΡή ÷’≈”Π»πΒ»ΕύΟϊœ»Ϋχ÷ΑΙΛΓΘ‘ΎΩΣΙΊ≥ß≤ζΤΖ≤ζ÷Β÷πΡξ…œ¥σΧ®ΫΉΒΡΙΊΦϋΦΗΡξΘ§ΥϊΟ«≥ω…ΪΒΊΆξ≥…ΝΥΧ©ΙζΓΔάνΦ“œΩΓΔ¥σΝ§ΓΔ¬μά¥Ές―«ΓΔ…ώ¬ΙΓΔΥγ÷–Β»100ΕύΗωΙζΦ“ΚΆΒΊΖΫ÷ΊΒψΙΛ≥Χ≤ζΤΖΒΡΜζΙΙΚΆΚΗΫ”≥…ΧΉ»ΈΈώΘ§≤Δ‘ΎΑύΉι¥ο±ξΓΔœ÷≥ΓΙήάμΓΔΟώ÷ς…ζΜνΒ»ΖΫΟφΉΏ‘ΎΝΥ»Ϊ≥ßΚΆ––“ΒΑύΉιΒΡ«ΑΝ–ΓΘ
1997ΡξΘ§άδΚΗΥΡΉιΒΡ÷ΑΙΛ‘Ύ≥ßάο…ζ≤ζΉ ΫπΫτ’≈Θ§»ΈΈώ≥…ΧΉ“Σ«σΫτΓΔά¥Νœ ±ΦδΫœΕΧΒΡ÷νΕύάßΡ―œ¬Θ§Ι≤Άξ≥…ΙΛ ±59853–Γ ±Θ§ΤΫΨυΟΩ»ΥΆξ≥…ΙΛ ±¥ο4275–Γ ±Θ§’Φ≥ΒΦδ»ΪΡξ»ΈΈώΒΡ13%ΓΘ’β“ΜΡξΘ§άδΚΗΥΡΉιΝ§–χΝΫ¥Έ±ΜΈςΑ≤ –ΤάΈΣΓΑΩγ άΦΆΝΔΙΠΨΚ»ϋœ»ΫχΑύΉιΓ±ΘΜ≈°ΙΛάνœΡ«Ύ±ΜΤάΈΣ –ΦΕΑΌΟϊΥΪΈΡΟς÷ΑΙΛΚΆΙΛ≥ßΓΑ≈°÷ΑΙΛΟς–«Γ±ΓΘ
ΈΡ/’‘”ώ«δΓΓΫ≠ΚγΓΓ¥σΫήΓΓ…ψ”Α/άνΧζ≥…